
Procesos > ► Inyección > ► Sobremolde
Inyección multicomponente
Multi-material injection molding
 La inyección de múltiples componentes es muy ventajosa en determinados tipos de producción ya que permite que al procesador de optar por diferentes soluciones y crear productos con diferentes especificaciones técnicas y aplicaciones. Por ejemplo, es posible combinar en una sola pieza materiales rígidos (Plásticos de ingeniería) y flexibles (elastómero). La inyección multimaterial es una variante del proceso de inyección convencional. Consiste en la inyección de varios materiales de forma secuencial ó simultánea en el mismo ciclo de inyección. La inyección de multicomponentes o sobreinyección es un proceso mediante el cual se sobreinyecta un material, que puede ser un polímero duro o blando con un material (típicamente un plástico rígido conocido como sustrato). Si se selecciona adecuadamente, el polímero sobreinyectado y sus condiciones de proceso de inyección se forma un fuerte enlace con el material del sustrato. El uso de pegamentos, adhesivos o aditamentos mecánicos (tornillos) ya no es requerido para lograr una óptima unión entre los dos materiales. Esta técnica se puede llevar acabo de dos maneras, a partir de la colocación del sustrato como un inserto en el molde e inyectar el segundo material o simplemente, llevar a cabo la inyección del sustrato y la posterior,sobreinyección del segundo material empleando un mismo molde y dos máquinas de inyección. La principal ventaja de emplear el moldeo por sobreinyección empleando la inserción desustrato es que se pueden emplear las máquinas convencionales de inyección y anexar un robot. Por otro lado, el moldeo multicomponente llevado a cabo en un misma etapa requiere dos máquinas de inyección en las que se fundirán e inyectarán dos polímeros diferentes, hacia un mismo molde. La importancia de esto, es reducir los tiempos de ciclo y los costos de mano de obra.
La inyección de múltiples componentes es muy ventajosa en determinados tipos de producción ya que permite que al procesador de optar por diferentes soluciones y crear productos con diferentes especificaciones técnicas y aplicaciones. Por ejemplo, es posible combinar en una sola pieza materiales rígidos (Plásticos de ingeniería) y flexibles (elastómero). La inyección multimaterial es una variante del proceso de inyección convencional. Consiste en la inyección de varios materiales de forma secuencial ó simultánea en el mismo ciclo de inyección. La inyección de multicomponentes o sobreinyección es un proceso mediante el cual se sobreinyecta un material, que puede ser un polímero duro o blando con un material (típicamente un plástico rígido conocido como sustrato). Si se selecciona adecuadamente, el polímero sobreinyectado y sus condiciones de proceso de inyección se forma un fuerte enlace con el material del sustrato. El uso de pegamentos, adhesivos o aditamentos mecánicos (tornillos) ya no es requerido para lograr una óptima unión entre los dos materiales. Esta técnica se puede llevar acabo de dos maneras, a partir de la colocación del sustrato como un inserto en el molde e inyectar el segundo material o simplemente, llevar a cabo la inyección del sustrato y la posterior,sobreinyección del segundo material empleando un mismo molde y dos máquinas de inyección. La principal ventaja de emplear el moldeo por sobreinyección empleando la inserción desustrato es que se pueden emplear las máquinas convencionales de inyección y anexar un robot. Por otro lado, el moldeo multicomponente llevado a cabo en un misma etapa requiere dos máquinas de inyección en las que se fundirán e inyectarán dos polímeros diferentes, hacia un mismo molde. La importancia de esto, es reducir los tiempos de ciclo y los costos de mano de obra.Varias técnicas de moldeo por inyección multicomponente
- Moldeo por inyección multicomponente Todos los métodos de moldeo por inyección en los que se procesan dos o más materiales.
- Moldeo por inyección compuesto Se inyectan varias masas fundidas a través de varios sistemas de compuerta en la cavidad en sucesión
- Moldeo por inyección de 2 colores Como arriba, pero usando un material en diferentes colores
- Moldeo por inyección multicolor Igual que el moldeo por inyección de 2 colores, pero con más de 2 colores.
- Moldeo por inyección sandwich de 2 componentes Dos fusiones se inyectan sucesivamente a través de un sistema de compuerta, para formar un núcleo y una capa externa.
- Moldeo por bi-inyección Se inyectan dos fundidos simultáneamente a través de dos sistemas de compuerta en la cavidad.
Moldeo por inyección de dos componentes
What is 2K molding?
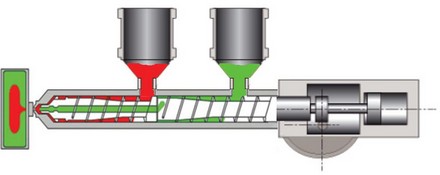
 Existen varias técnicas para el moldeo por inyección de múltiples componentes, que ofrecen la posibilidad de combinar diferentes materiales poliméricos y diferentes colores dentro de un producto. El moldeo por inyección de dos componentes es una de varias técnicas y puede considerarse un campo especial del moldeo por inyección tradicional. La diferencia entre estos dos está en la máquina y en el molde, la máquina de moldeo por inyección está equipada con una sola unidad de inyección y un tornillo, mientras que en la máquina de moldeo por inyección 2k contiene dos unidades de inyección y dos tornillos. El moldeo por inyección 2K se puede utilizar para producir la estructura de sándwich deseada. Los sistemas de separación de fases se pueden utilizar para reducir la cantidad de uno de los componentes en la capa de la piel. Sin embargo, utilizando el principio de flujo de la fuente, se pueden obtener capas de piel más delgadas, sin penetración del material del núcleo o sin el uso de rellenos. Una de las principales ventajas del moldeo por inyección 2K en comparación con el sobremoldeo es que el polímero a inyectar aún está caliente y aún no se ha reducido. Esto prácticamente excluye el riesgo de formación de rebabas en el segundo componente. Además, la superficie todavía está limpia "virginalmente", lo que permite una buena adhesión molecular. Otra ventaja importante es el tiempo de ciclo ganado, el proceso constante y el hecho de que no es necesaria la inserción manual, evitando así el riesgo de dañar el primer componente.
Existen varias técnicas para el moldeo por inyección de múltiples componentes, que ofrecen la posibilidad de combinar diferentes materiales poliméricos y diferentes colores dentro de un producto. El moldeo por inyección de dos componentes es una de varias técnicas y puede considerarse un campo especial del moldeo por inyección tradicional. La diferencia entre estos dos está en la máquina y en el molde, la máquina de moldeo por inyección está equipada con una sola unidad de inyección y un tornillo, mientras que en la máquina de moldeo por inyección 2k contiene dos unidades de inyección y dos tornillos. El moldeo por inyección 2K se puede utilizar para producir la estructura de sándwich deseada. Los sistemas de separación de fases se pueden utilizar para reducir la cantidad de uno de los componentes en la capa de la piel. Sin embargo, utilizando el principio de flujo de la fuente, se pueden obtener capas de piel más delgadas, sin penetración del material del núcleo o sin el uso de rellenos. Una de las principales ventajas del moldeo por inyección 2K en comparación con el sobremoldeo es que el polímero a inyectar aún está caliente y aún no se ha reducido. Esto prácticamente excluye el riesgo de formación de rebabas en el segundo componente. Además, la superficie todavía está limpia "virginalmente", lo que permite una buena adhesión molecular. Otra ventaja importante es el tiempo de ciclo ganado, el proceso constante y el hecho de que no es necesaria la inserción manual, evitando así el riesgo de dañar el primer componente.Las desventajas de 2K
Los costos de inversión únicos del moldeo por inyección de 2k son un poco más caros en comparación con un proceso de moldeo por inyección de una sola etapa. Sin embargo, estos costos se recuperan rápidamente en la mayoría de los casos porque se pueden eliminar los pasos de montaje y la mano de obra.
Sobremoldeo
What is Overmolding?
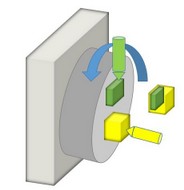 El sobremoldeo es el proceso de agregar una capa adicional de material sobre una pieza o pieza ya existente. Para la fijación química, la parte inicial se recubre con adhesivos antes de agregar el material de sobremoldeo. Para la fijación mecánica, la pieza primaria se marca o altera ligeramente con proyecciones o recesiones para una mejor fijación al material de sobremoldeo. En última instancia, se quedará con una sola parte que cumple una función personalizada. Este proceso es ideal para simplificar el diseño de su producto final y disminuir la posibilidad de que se rompan las piezas móviles. Las opciones que crea el sobremoldeo son infinitas. El sobremoldeo se puede agregar para cambiar la superficie de una pieza o parte del producto agregando textura, color e incorporando los componentes funcionales necesarios para el consumidor específico. El sobremoldeo altera físicamente la superficie de una pieza o pieza para que pueda hacerse liso o rugoso dependiendo del material utilizado para el sobremolde. También puede ser esponjoso para la comodidad de manejo o muy fuerte para mejorar la durabilidad del producto, variando también con el material utilizado para el sobremolde. Además de las variaciones táctiles que ofrece el sobremoldeo, las opciones son infinitas para los colores que se pueden agregar con el sobremoldeo. El nivel de adhesión alcanzado será función de la combinación de los materiales, sin embargo, hay que tener presente que esta aproximación no asegura una buena adhesión, puesto que ello siempre dependerá de los parámetros de proceso usados en cada etapa.Cuando se hace referencia a los mecanismos de adhesión producidos en la unión de estos materiales se observa que existen diversos tipos o modelos, como por ejemplo: adhesión mecánica, adhesión eléctrica, por difusión, por adsorción termodinámica, por uniones químicas y por cohesión, entre otros .El modelo de la difusión hace referencia a que la fuerza adhesiva se debe a la interdifusión producida entre las moléculas superficiales de los materiales sobreinyectados. Por otro lado, el anclaje mecánico es la propuesta más antigua. Este modelo atribuye la adhesión a la penetración del polímero dentro de los poros,irregularidades superficiales y asperezas del sustrato. La propuesta afirma que mientras mayor sea la rugosidad, se incrementará el número de sitios activos de contacto que beneficien la adhesión.
El sobremoldeo es el proceso de agregar una capa adicional de material sobre una pieza o pieza ya existente. Para la fijación química, la parte inicial se recubre con adhesivos antes de agregar el material de sobremoldeo. Para la fijación mecánica, la pieza primaria se marca o altera ligeramente con proyecciones o recesiones para una mejor fijación al material de sobremoldeo. En última instancia, se quedará con una sola parte que cumple una función personalizada. Este proceso es ideal para simplificar el diseño de su producto final y disminuir la posibilidad de que se rompan las piezas móviles. Las opciones que crea el sobremoldeo son infinitas. El sobremoldeo se puede agregar para cambiar la superficie de una pieza o parte del producto agregando textura, color e incorporando los componentes funcionales necesarios para el consumidor específico. El sobremoldeo altera físicamente la superficie de una pieza o pieza para que pueda hacerse liso o rugoso dependiendo del material utilizado para el sobremolde. También puede ser esponjoso para la comodidad de manejo o muy fuerte para mejorar la durabilidad del producto, variando también con el material utilizado para el sobremolde. Además de las variaciones táctiles que ofrece el sobremoldeo, las opciones son infinitas para los colores que se pueden agregar con el sobremoldeo. El nivel de adhesión alcanzado será función de la combinación de los materiales, sin embargo, hay que tener presente que esta aproximación no asegura una buena adhesión, puesto que ello siempre dependerá de los parámetros de proceso usados en cada etapa.Cuando se hace referencia a los mecanismos de adhesión producidos en la unión de estos materiales se observa que existen diversos tipos o modelos, como por ejemplo: adhesión mecánica, adhesión eléctrica, por difusión, por adsorción termodinámica, por uniones químicas y por cohesión, entre otros .El modelo de la difusión hace referencia a que la fuerza adhesiva se debe a la interdifusión producida entre las moléculas superficiales de los materiales sobreinyectados. Por otro lado, el anclaje mecánico es la propuesta más antigua. Este modelo atribuye la adhesión a la penetración del polímero dentro de los poros,irregularidades superficiales y asperezas del sustrato. La propuesta afirma que mientras mayor sea la rugosidad, se incrementará el número de sitios activos de contacto que beneficien la adhesión.Co-inyección o a sandwich
Los productos pueden ser compuestos de un material reforzado en el núcleo y una capa superficial con buenas características estéticas, o también, se pueden realizar artículos con elevado espesor para los cuales el uso final permita de utilizar capas internas de materiales reciclados. El moldeo por co-inyección es un proceso en el que dos o más polímeros diferentes se laminan juntos mediante moldeo por inyección. Estos polímeros pueden ser idénticos, excepto por el color o la dureza, o pueden ser de diferentes tipos de polímeros. Cuando se utilizan polímeros diferentes, estos deben ser compatibles (soldarse) y se fundir aproximadamente a la misma temperatura. El término co-inyección puede denotar diferentes procesos, como la formación de un sándwich, la inyección de doble tiro, la inyección de múltiples tiros o la formación de espuma estructural. Cualquiera que sea su nombre, una configuración en sándwich se ha hecho en la que dos o más materiales termoplásticos son laminados juntos para aprovechar que las diferentes propiedades de cada uno contribuyan a la estructura. Comúnmente, el material externo es sólido, mientras que el material interno es espumado. Sin embargo, cualquier combinación de material externo e interno espumado o no.

Factores adicionales que afectan la adhesión
• Grado de sustrato de plástico (con fibra de vidrio, con carga mineral , estabilizado al calor ,lubricado)
• El polímero de moras en la superficie del sustrato , mejor será la adherencia.
• Asegúrese de que el TPE elegido está diseñado para unir al sustrato.
• espesor demasiado TPE apropiada delgada puede provocar desprendimientos .
• El uso de enclavamientos mecánicos en el diseño de componentes .
• El diseño adecuado de cierre.
• ventilación adecuada es fundamental , sobre todo en los extremos de flujo.
• Tipo de soporte concentrado de color que se utiliza tanto en el plástico y el TPE .
• Pre- secado del material de sobremoldeo TPE , si es necesario .
• Preparación de la superficie y la limpieza.
• Mayor TPE derretir temperaturas generalmente proporciona mayor fuerza de adhesión .
• Control de la temperatura de fusión por la velocidad de inyección , primera presión etapa, entonces tempo barril (Para ajustar con precisión )

